德国莱歇磨煤机对贫煤及无烟煤的适应性
1、电厂磨煤使用现状
目前,国内燃煤电厂多使用质量较好的动力煤(易磨性指数HG>60;挥发分>25;灰分<20),此类煤具有易磨性好,对粉磨设备适应性要求低;磨蚀小,对磨机衬板磨损少;燃烧特性好,对煤粉细度要求不高,0.09 mm筛余通常大于15%,能够满足目前国产中速磨对研磨对象的要求。又因,中速磨具有系统简单、操作容易、节电显著(~50%)、运行可靠、投资与球磨机相当等特点,已成为电厂煤磨机的首选。但受目前国产中速磨技术水平的制约,长久以来,在电力行业有一个共识,当煤质较差,特别是当要求粉磨细度小于8%(R0.09mm)的情况下,国产中速磨机将无法完成该品种煤的粉磨工作,一般情况下均选用双进双出球磨机。
国内现有4家主要磨煤机供应商,他们所采用的技术均是早年从德巴购买或其它渠道获得的。追根求源,都是德国非凡兄弟公司70年代使用的中速磨——MPS磨。由于以往欧洲煤炭资源丰富,工业用煤多位优质煤,那一时代开发出的磨煤机的适应性很窄,无法粉磨我们今天所面对的所有煤种。主要是磨不了,选不出。
2、德国莱歇中速磨
2.1德国莱歇是一家百年企业,专攻中速磨,是全球最大、最著名的中速磨供应商,全球市场占有量第一。所供设备可粉磨软到木削,硬到钢渣等各种不同硬度的产品,产品细度可从0.09 mm筛余30%到0.045 mm 0%任选。
2.2莱歇磨的主要特点
(1)平盘、锥辊,厚度可控的均匀料床
如前所述,目前国内比较常见的中速磨机基本都属于MPS类型的磨机,磨机均使用的是轮胎磨辊,碗状磨盘(见图1)。盘、辊间形成的料床是不规则、不可知、不可控的。
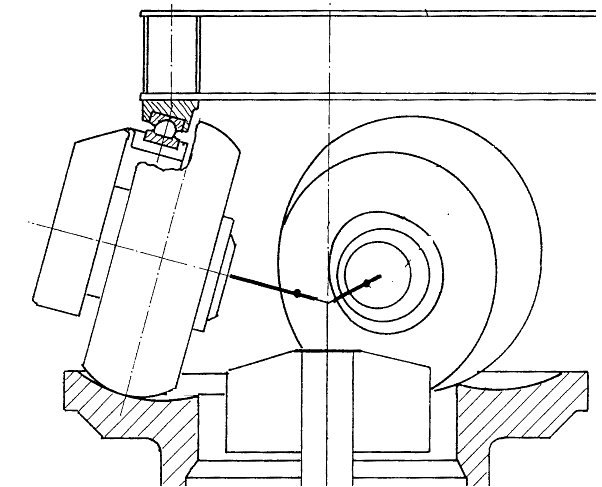
图 1 ( MPS )
.png)
图 2 ( LOESCHE )
德国莱歇公司的中速磨采用的是锥形磨辊,水平磨盘(见图2)。当磨机运转时,在盘、辊间就形成薄厚均齐,内外一致的料床。众所周知,当粉磨不同种类、产品细度要求也不同时,所要求的料床厚度会极大地不同。当粉磨比较细的成品的时候,要求粉磨料床厚度较薄,内外均一,能否形成这样的料床是磨机能否的稳定运行的关键。
(2)LSKS高效动静态分离器
磨得细,还得选得出。现在一般国产中速磨磨煤机不能胜任粉磨劣质煤,除了磨不细外,更是选不出。由于它们配套的多是那些老式静态分离器或是一些仿制、貌似神离的“动静态”低效分离器是致命问题,这些设备无法有效地筛选出细度小于8% 的产品。
如今,在莱歇磨上配备的均是莱歇最新一代LSKS动静分离器,专门用来粉磨高细度产品,如无烟煤、石油焦、水泥、矿渣等。用中速磨磨水泥起始于90年代中期,在粉磨水泥时,尽管远难于煤炭,且对产品的细度要求更是高达350 ~500 m2/kg,0.045 mm筛余小于0~3%,但是德国莱歇磨凭着其优异的性能占全球水泥粉磨市场市场的一半以上。
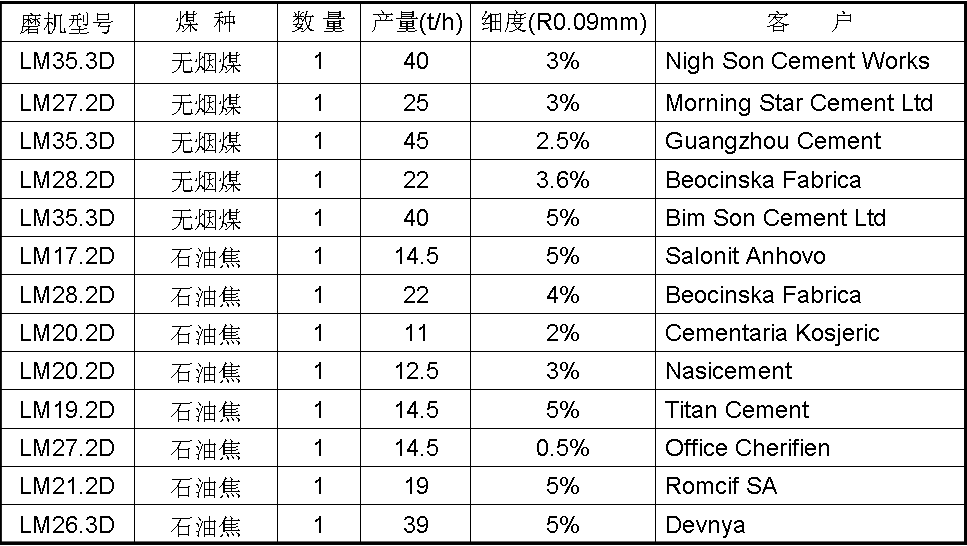
2.3莱歇磨粉磨无烟煤、石油焦的使用业绩
.png)
3、莱歇磨煤机对无烟煤的适用性
中速磨属于“非完全受限”料床,磨辊的前方和磨辊的后面属于开放区域,MPS类型的磨辊属于轮胎型,工作时磨辊与料床属于线接触,与物料的接触面积小,在施力的状态下,物料极易向阻力小的两侧流动,不易形成稳定的料床,当操作压力超过一定的数值后,将出现料床“失稳”的情况。而莱歇磨机所采用的锥辊平盘布置方式,与物料属于面接触,在正常操作时,磨辊与磨盘成平行状态,两边没有轮胎型磨辊的开阔弧线,物料更容易在磨辊下形成稳定的料床,尤其对于高细度的产品具有更高的稳定性。
其次是莱歇高效动静态旋转分离器的应用。对于粉磨贫煤及无烟煤来说,能不能有一个合适的选粉装置将细粉及时分离出来,对系统而言也至关重要。相对于传统的动力煤种而言,无烟煤的细度要小的多,这就导致了磨机的内循环要大的多,由于细度较大,进入到分离器的颗粒浓度要高数倍,如果还是按照以往的经验确定分离器或者单纯的采用放大原则来设计分离器将造成整个系统的紊乱从而导致磨机不能正常生产。
4、莱歇磨煤机的结构特点
相对于国内生产的中速磨而言,莱歇磨煤机具有的一些设计特点能够更方便的运行和维护。见附图3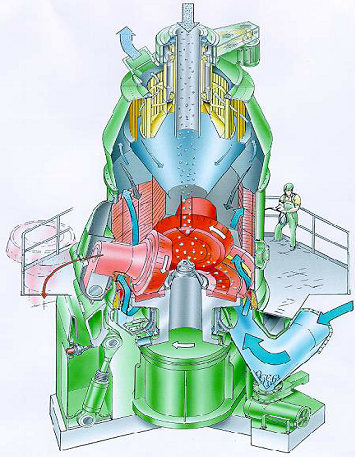
1. 独特的摇臂及翻辊设计
莱歇磨煤机与MPS磨机不同,其液压加载是通过摇臂的杠杆作用独立施压的,没有连接3个磨辊的中间压力架存在,这样一来,当磨机需要更换辊套和磨盘衬板的时候,就不需要将分离器拆掉,然后吊出中间压力架后才能取出磨辊,由于中间压力架的重量很重,往往需要设计一个很大的过轨吊才能实现这个功能,而莱歇的每个辊子可以独立翻出机外,整个磨辊总成的重量也就10多吨,只需将磨辊翻出机外,使用一个很小的过轨吊甚至是电动葫芦即可满足维护的需要。更换整套耐磨件最多一天即能完成,降低了维护的工作量也节约了大量维护的时间。
摇臂施压与拉杆施压的不同还在于,摇臂施压整个粉磨件都被密闭于机壳之内,不存在拉杆密封的问题,也不会出现漏粉的现象,为企业的清洁生产创造了良好的环境。也不会出现由于拉杆密封失效从而导致拉杆折断的严重事故。
磨辊独立施压避免了由于单个磨辊产生波动带来的压力架和所有磨辊的共同行为,极大程度的降低了磨机的振动,通过摇臂和独立施压系统的设计,使运动部件的重量大幅降低,从而使基础设计所需要的混凝土量大幅降低,同规格的磨机而言,莱歇磨机基础设计所需要的混凝土量仅为MPS磨机的50%,由于磨机运行平稳,动荷载小,莱歇磨机也不需要像MPS磨机基础一样需要设计弹性基础。
2. 密封风管至于机壳的外面。
与MPS磨机不同,莱歇磨煤机的密封风管完全在机壳外面,这样就不存在由于密封风管磨损导致漏粉而损坏磨辊轴承的危险,可以保证轴承长时间高效安全的运行。
3. 防碰撞缓冲装置
莱歇磨煤机独特的防碰撞设计确保了磨辊和磨盘不可能存在碰撞的机会,当磨辊与磨盘间的间隙小于预先设定的数值时,防碰撞缓冲装置将动作以阻止辊盘的碰撞,以确保不因碰撞损坏耐磨件的作用,保证了耐磨件的安全使用。
4、莱歇磨煤机与双进双出球磨机的比较
1.土建投资
莱歇中速磨机由于个头较小,在加上分离器与磨机为一体布置,不像双进双出磨机一样需要外循环,这样就避免了由于回料角度问题带来的层高加大;再加上莱歇独特的翻辊设计,不需要将层高做的很高,总的来说,考虑到厂房的柱距、煤仓跨度、厂房总高度以及总长度等方面的因素,中速磨系统将比双进双出球磨机的土建费用节约20%左右。
2. 制粉系统设备投资比较
目前,市场上的双进双出价格约为中速磨机的1.5-2倍左右,取最小值1.5倍作为计算的基准,考虑到中速磨有一台备用磨机,则磨机部分中速磨将比双进双出磨机节约25%,若是考虑到双进双出磨机需要设计两套分离器,两套給煤称预计上料系统,粉磨车间相对于球磨机而言,将节约投资费用30%左右。
4. 运行费用比较
4.1 中速磨机由于和球磨机采取的粉磨机制有本质上的区别,其能量利用率有很大的不同,球磨机只能有5-6%左右的功率消耗真正使用在物料的粉磨上,这就决定了双进双出磨机的磨机电耗在20-22kwh/t, 而中速磨机的电耗仅仅为9.5-10kwh/t, 由于一次风机两个系统的电耗相似,则以每年工作7000h计算,则对于本工程而言,年节约电耗4805kwh, 若以单位价格0.15元计算,年节约电费720万。
4.2 原则上,球磨机要获得最佳的状态,最好少颗粒要正好在两个钢球的中间,但是这也决定了球磨机在工作时有很多时候是球与球之间的摩擦,这也决定了球磨机的磨耗在100-150g/t煤之间,而中速磨传递压力主要是在颗粒之间,况且由于莱歇耐磨件使用了目前最先进的堆焊技术之一,硬面高烙合金堆焊技术,能够使HRC不小于63,而且这种独创的冷面多层次堆焊技术大大降低了由于堆焊过程造成的碳化烙稀释问题,将碳化烙的含量从传统的40-45%提高到目前的60%左右,而碳化烙正是耐磨的主要成分。正是得益于此项技术,磨机的磨耗在磨制高磨蚀性的煤种时磨耗也仅为3-5 g/t左右;使用寿命也能保证6000h左右。由于这两种系统的磨耗差别明显,当粉磨设计煤种时每年能为企业带来效益近400万,当粉磨冲刷指数高的煤种时,效益将更加明显。